
Dye Intermediates: Manufacturing Process, Drying Challenges, and Equipment Selection for Indian Chemical Plants
The drying step in dye intermediate manufacturing is where most quality failures happen and where product losses are hardest to trace. A wet filter cake that looks uniform coming off the centrifuge can produce a lumped, off-specification product after drying if the dryer applies heat above the intermediate’s degradation threshold, allows direct gas contact, or generates an uncontrolled solvent vapour stream that creates both a compliance problem and a safety hazard.
I am Karan Dargode, Operations Manager at AS Engineers. We work with chemical plant engineers and production managers across Gujarat’s dye intermediate manufacturing clusters — Ankleshwar, Vapi, Dahej, and Bharuch. The equipment questions we get are not about intermediate chemistry. They are about what dryer specification handles inlet moisture in the 30 to 60% range, stays below the product’s thermal degradation limit, contains residual solvents for CPCB compliance, and delivers a consistent, free-flowing outlet product campaign after campaign.
This article covers what dye intermediates are, where they go in the supply chain, how they are manufactured, and specifically what the drying step demands from industrial equipment.
What Are Dye Intermediates
Dye intermediates are chemical compounds produced from petroleum-derived feedstocks — primarily benzene, toluene, and naphthalene — that serve as the precursors for synthesising dyes and pigments. They sit between the petrochemical raw material and the final dye product in the manufacturing chain.
Major dye intermediates produced in India include H Acid, Gamma Acid, Vinyl Sulfone, J Acid, and CPC Blue. Gujarat accounts for the majority of India’s dye intermediate production, with Ankleshwar and Vapi housing some of Asia’s largest dye and dye intermediate manufacturing clusters. Chemical plants in these clusters supply dye manufacturers across India and internationally.
The quality of the intermediate — its purity, particle size, and moisture content at the point of delivery — directly determines the performance of the downstream dye synthesis. An intermediate with residual moisture above specification clumps in storage, behaves inconsistently in diazotisation reactions, and produces colour value losses in the finished dye.
Where Dye Intermediates Go
Understanding the downstream application matters for intermediate manufacturers because the quality requirements of the final dye specify what moisture, particle size, and purity the intermediate must meet before dispatch.
- Textile dyes: Reactive, disperse, acid, and vat dyes depend on dye intermediates for their chromophore structure. Reactive dyes for cotton, which dominate India’s textile exports, use H Acid, Vinyl Sulfone, and related intermediates. Colour fastness of the final fabric traces back directly to the intermediate’s purity and consistent moisture specification.
- Paints and coatings: Organic pigments for architectural and industrial coatings are synthesised from dye intermediates. High-performance automotive coatings require intermediates with tightly controlled particle size and moisture, as any variation shows up in pigment dispersion and coating opacity.
- Printing inks: Printing inks for packaging, publication, and digital printing use dye-based and pigment-based colorants derived from intermediates. Ink manufacturers require consistent colour strength and rheological properties, which trace to consistent intermediate quality.
- Plastic masterbatches: Colour concentrate masterbatches for plastics use organic pigments from dye intermediates. Processing temperatures in extrusion and injection moulding are high, so the intermediate must carry very low residual moisture. Steam formation from excess moisture during masterbatch production causes voids and colour inconsistency in the finished plastic part.
How Dye Intermediates Are Manufactured
Dye intermediate production follows a defined sequence. Each step has implications for what the drying stage must handle.
- Raw material selection: Aromatic compounds — aniline, naphthalene, benzene derivatives — are the starting materials. Their purity sets the ceiling on intermediate quality.
- Chemical synthesis: The raw materials undergo reactions including sulfonation, nitration, reduction, diazotisation, and coupling, depending on the intermediate being produced. The synthesis produces a reaction mass containing the target intermediate along with by-products, unreacted materials, and process solvents.
- Purification: The reaction mass is purified by crystallisation, distillation, or pH adjustment to precipitate the target compound. Impurity removal at this stage determines the intermediate’s chemical purity.
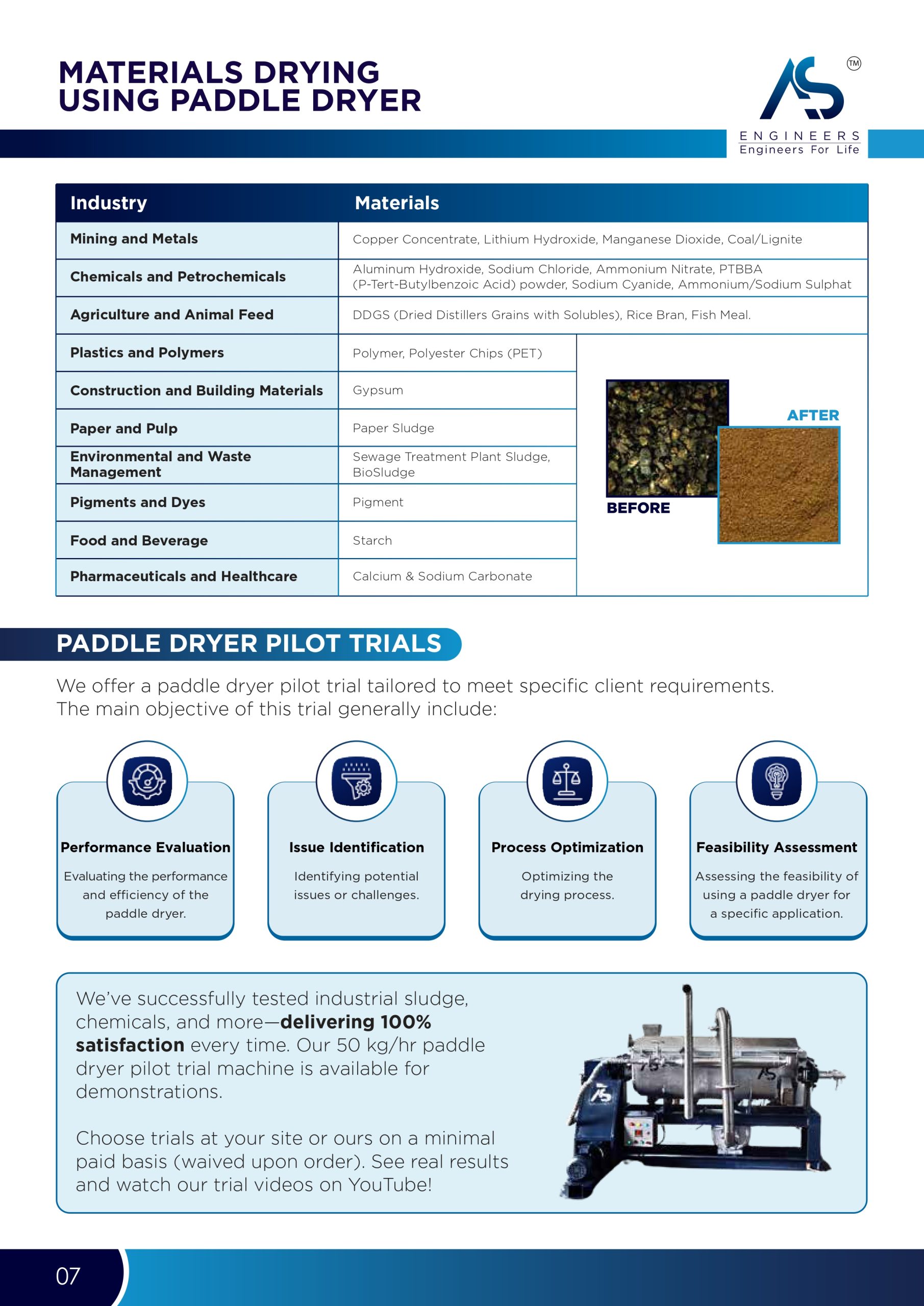
- Filtration: The purified intermediate is separated from the liquid phase using centrifuges or filter presses. The filter cake at this stage typically contains 30 to 60% moisture by weight, depending on the compound and filtration equipment. This filter cake is the feed material to the dryer.
- Drying: The filter cake is dried to the target moisture specification — typically 0.5 to 2% for free-flowing powder suitable for storage and onward processing. This is the most equipment-dependent and failure-prone step in the process.
- Milling: The dried product is milled to the required particle size distribution.
- Quality control: The finished intermediate is tested for purity, moisture content, particle size, and colour value before dispatch.
Why Standard Dryers Create Problems with Dye Intermediates
The filter cake coming off the centrifuge is chemically and physically demanding material. Three properties make it difficult to dry without the right equipment.
First, many dye intermediates are thermally sensitive. Reactive dye intermediates such as H Acid and Vinyl Sulfone begin to degrade at temperatures above 80 to 120°C, depending on the compound. A dryer that uses direct hot air cannot control product temperature precisely enough to stay reliably below this threshold. Thermal degradation shows up as colour change, reduced colour value, or formation of impurities that disrupt the downstream dye synthesis.
Second, filter cakes from dye intermediate synthesis often contain residual process solvents. Open dryers using hot air as the drying medium generate a large, solvent-laden airstream. Under the Environment Protection Act 1986 and CPCB norms for VOC emissions from chemical manufacturing operations, plants that allow uncontrolled solvent release into the atmosphere face consent withdrawal and NGT penalties. A dryer design that concentrates the vapour into a small, sealed stream is significantly cheaper to treat and easier to bring into compliance.
Third, crystalline dye intermediates are prone to agglomeration during drying. Excessive heat or aggressive mechanical action in the dryer causes the partially dried product to lump. The milled output from an agglomerated batch has inconsistent particle size and poor dispersibility in the downstream process, leading to customer complaints about colour strength.
Why Paddle Dryers Are the Right Equipment for Dye Intermediate Drying
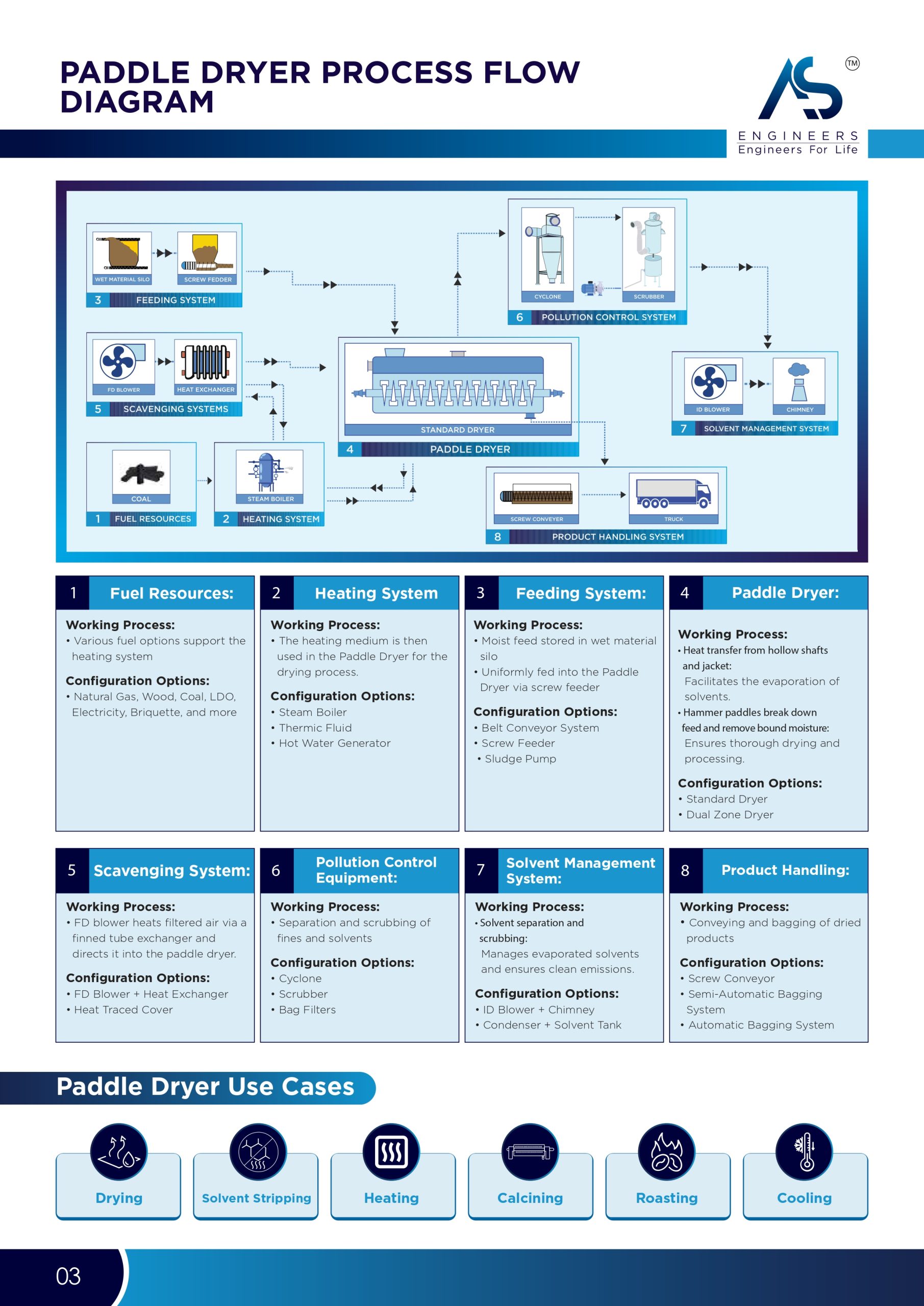
A paddle dryer for chemical industry applications addresses all three problems through its fundamental operating principle: indirect contact heat transfer in a vapour-tight enclosure.
Two counter-rotating shafts carrying hollow, wedge-shaped paddles rotate inside a jacketed trough. The heat transfer medium, typically thermic fluid set at 80 to 150°C for temperature-sensitive dye intermediates, circulates through the jacket, hollow shafts, and paddles. Heat passes from the thermic fluid through the paddle wall into the product by conduction. The product never contacts hot gas, hot air, or open flame. Because product temperature tracks the heat medium temperature rather than a combustion system, it can be held reliably below the intermediate’s degradation threshold throughout the drying cycle.
For plants handling solvent-containing filter cakes, AS Engineers manufactures paddle dryers in vapour-tight configurations. The dryer shell is sealed and evaporated moisture and solvent vapours exit through a single controlled outlet, which connects to a condenser for solvent recovery or a scrubber for CPCB-compliant VOC treatment. The small, concentrated vapour stream from an indirect dryer is far more manageable — and far cheaper to treat — than the large, dilute solvent-laden airstream generated by a tray dryer, rotary dryer, or direct hot air system.
The counter-rotating paddles provide gentle, continuous mixing that exposes fresh product surface for heat transfer without the mechanical aggression that causes agglomeration. The paddle geometry also produces a self-cleaning action between adjacent paddles and against the trough wall, preventing product from baking onto heat transfer surfaces and maintaining consistent thermal efficiency across long production runs.
For corrosive intermediates such as H Acid, which is highly acidic in wet form, the wetted parts are specified in SS 316L or Duplex Steel 2205. Where traceability is required, material test certificates (MTC) and PMI verification are supplied with the equipment.
Operating Parameters for Dye Intermediate Drying
For plant engineers evaluating a paddle dryer for dye intermediate service:
| Parameter | Typical Range for Dye Intermediates |
|---|---|
| Inlet moisture (filter cake) | 30 to 60% by weight |
| Outlet moisture (powder) | 0.5 to 2% by weight |
| Heat medium | Thermic fluid (80–150°C), steam, hot water |
| Wetted part MOC | SS 316L standard; Duplex SS 2205 for aggressive intermediates |
| Vapour handling | Vapour-tight shell with condenser or scrubber connection |
| Operation mode | Continuous or batch (campaign production) |
Dryer sizing starts with four inputs: daily throughput in kilograms of wet feed, inlet moisture percentage, target outlet moisture, and operating hours per day. From these, the required evaporation rate determines the heat transfer area and shaft configuration. Share your specific parameters with AS Engineers’ technical team for a preliminary sizing and heat medium requirement estimate.
Frequently Asked Questions: Dye Intermediate Drying
What is the typical inlet moisture of a dye intermediate filter cake coming off a centrifuge?
Filter cake moisture after centrifuge or filter press separation typically ranges from 30 to 60% by weight, depending on the compound and the filtration equipment. H Acid and Gamma Acid filter cakes from centrifuge operations commonly present at 40 to 55% moisture. The inlet moisture is the primary variable that determines the dryer’s evaporation duty and required heat transfer area. Confirm the actual inlet moisture with a loss-on-drying test at the centrifuge outlet before finalising dryer sizing — even a 5% variation in feed moisture can meaningfully change the equipment specification.
Will indirect thermic fluid heating damage thermally sensitive reactive dye intermediates?
No, provided the thermic fluid temperature is set appropriately for the intermediate’s degradation threshold. In a paddle dryer, product temperature tracks the heat medium temperature, not an inlet air temperature. For reactive dye intermediates that begin to degrade above 80 to 100°C, thermic fluid can be circulated at temperatures that keep product within safe limits throughout the full drying cycle. This is the fundamental advantage of indirect heating over direct hot air drying, where inlet air temperatures well above 150°C are common and product temperature is much harder to control in the drying zone.
Which material of construction is right for acidic dye intermediates like H Acid or Vinyl Sulfone?
H Acid (1-amino-8-naphthol-3,6-disulphonic acid) and Vinyl Sulfone are processed at low pH and are corrosive to mild steel in wet form. SS 316L is the standard wetted part specification for these intermediates. For applications with extremely aggressive chemical environments or elevated jacket temperatures, Duplex Steel 2205 provides superior corrosion resistance. The jacketed trough, shafts, paddles, and all internal surfaces that contact the wet product should be specified in the appropriate alloy. AS Engineers supplies material test certificates for all corrosion-grade wetted parts on request.
How does a vapour-tight paddle dryer help with CPCB VOC emission compliance?
An open dryer using air as the drying medium dilutes solvent vapours across a large airstream. Treating that airstream to meet CPCB ambient air quality standards and consent conditions for VOC emissions requires a large scrubber or activated carbon system with significant operating cost. A vapour-tight paddle dryer generates a small, concentrated vapour stream. This stream connects directly to a condenser for solvent recovery — the recovered solvent can be returned to the process — or to a compact packed tower scrubber before stack release. The concentrated stream is substantially cheaper to treat, and the compliance case is cleaner to demonstrate to the State Pollution Control Board during consent renewal inspections.
Can one paddle dryer handle multiple dye intermediate products on a campaign basis?
Yes, with the right design features. For multi-product operation, the key design elements are: access hatches at the trough end for inspection and manual cleaning between campaigns, polished internal surfaces that minimise product retention in crevices, and flush connections on the heat medium supply and return for thermal purging. For intermediates with cross-contamination sensitivity or where customers require campaign segregation certificates, cleaning validation protocols should be developed before the dryer is commissioned. When specifying a dryer for multi-product use, provide the full list of intermediates to be processed so that the MOC, design temperature, and seal configuration can accommodate the most chemically demanding product in the range.
The drying step should not be the source of product variability or compliance risk in a dye intermediate plant. A correctly specified paddle dryer handles the inlet moisture, controls temperature within the product’s safe operating range, keeps solvents contained for recovery or controlled treatment, and produces a consistent, free-flowing outlet product across campaigns. For dye intermediate manufacturers in Gujarat’s chemical clusters, these are daily operating requirements, not theoretical targets.
To discuss your specific intermediate’s drying requirements and get a preliminary equipment recommendation, share your feed moisture, throughput, operating hours, and heat medium availability with AS Engineers at theasengineers.com/contact.