
The Ultimate Guide to Decanter Centrifuges: Applications, Benefits, and Selection Criteria
-
 AS Engineers
AS Engineers
- in Blog
Have you ever wondered how industries separate solids from liquids so efficiently at industrial scales? The answer might be spinning right under your nose. Decanter centrifuges have revolutionized separation technology across numerous industries, from wastewater treatment to food processing and oil production. Yet despite their critical importance in modern industrial processes, many professionals lack a comprehensive understanding of how these powerful machines work and how to select the right one.
Whether you’re considering investing in a decanter centrifuge for your facility or simply want to understand this fascinating technology better, you’ve come to the right place. In this comprehensive guide, we’ll explore everything you need to know about decanter centrifuges – from basic operating principles to advanced selection criteria and troubleshooting tips that can save your operation thousands in downtime and maintenance costs.
What Is a Decanter Centrifuge and How Does It Work?
A decanter centrifuge is a solid-liquid separation device that uses centrifugal force to separate mixtures based on density differences. Unlike traditional settling methods that rely on gravity alone, decanter centrifuges apply forces thousands of times stronger than gravity to achieve faster, more efficient separation.
Basic Components and Design
The typical decanter centrifuge consists of several key components:
- Cylindrical Bowl: The main rotating vessel where separation occurs
- Screw Conveyor (Scroll): A helical screw that rotates slightly faster or slower than the bowl to transport separated solids
- Feed Zone: Where the mixture enters the centrifuge
- Discharge Ports: Separate outlets for liquid and solid fractions
- Drive System: Motors and gearboxes that power the rotation
Operating Principle
The operating principle behind a decanter centrifuge is elegantly simple yet incredibly effective:
- The mixture (feed) enters through the central feed tube into the rotating bowl
- Centrifugal force pushes heavier particles outward against the bowl wall
- The screw conveyor continuously scrapes these solids toward the conical end
- Clarified liquid flows toward the opposite end and exits through dedicated ports
- Dried solids discharge through separate openings at the conical end
This continuous separation process happens at impressive speeds – typically between 3,000 to 4,000 RPM – creating centrifugal forces that can exceed 3,000 times gravity.
Differential Speed: The Secret Sauce
A critical aspect of decanter centrifuge operation is the differential speed between the bowl and the screw conveyor. This small speed difference (typically 1-20 RPM) enables efficient solid removal while maintaining separation quality. Modern decanter centrifuges feature variable differential speed controls to optimize performance across different applications and feed characteristics.
Types of Decanter Centrifuges
Not all decanter centrifuges are created equal. Different designs serve specific applications and separation challenges:
Horizontal Decanter Centrifuges
The most common configuration, horizontal decanters position the bowl horizontally for maximum separation area and throughput. These workhorses handle everything from sewage sludge to food processing and are prized for their versatility.
Vertical Decanter Centrifuges
With a vertically oriented bowl, these specialized units excel in applications with limited floor space or where feed properties benefit from vertical processing. Though less common, vertical decanters prove invaluable in certain oil and gas applications.
Two-Phase vs. Three-Phase Decanter Centrifuges
Two-Phase Decanters separate one solid phase from one liquid phase – the standard configuration for most applications like wastewater treatment.
Three-Phase Decanters separate one solid phase and two immiscible liquid phases simultaneously – perfect for applications like olive oil extraction or oil/water/solid separation in petroleum processing.
Solids-Ejecting vs. Solids-Retaining Designs
Solids-Ejecting Decanters continuously discharge separated solids during operation, making them ideal for processes with high solid content or continuous operation requirements.
Solids-Retaining Decanters collect solids within the bowl for periodic manual removal – better suited for applications with minimal solids or where solid retention is advantageous.
Major Applications of Decanter Centrifuges
Decanter centrifuges have found their way into virtually every industry that requires separation technology. Let’s explore their most important applications:
Wastewater Treatment
In municipal and industrial wastewater treatment, decanter centrifuges play a crucial role in:
- Sludge Dewatering: Reducing water content in sewage sludge by up to 80%, dramatically decreasing disposal volume and costs
- Thickening Operations: Increasing solids concentration before further treatment
- Phosphorus Recovery: Separating valuable phosphorus compounds for recycling
A medium-sized wastewater treatment plant processing 10 million gallons daily might recover 20-30 tons of dewatered biosolids through decanter centrifugation – material that can be composted or used for energy generation rather than sent to landfills.
Oil and Gas Industry
Decanter centrifuges serve as critical equipment in:
- Drilling Mud Recycling: Removing drill cuttings from expensive drilling fluids for reuse
- Produced Water Treatment: Separating oil, water, and solids from production streams
- Oilfield Waste Management: Processing various waste streams to recover valuable components
One offshore drilling platform might process over 100,000 gallons of drilling mud daily through decanter centrifuges, recovering 95% of expensive base fluids while properly managing waste solids.
Food and Beverage Processing
From your morning orange juice to cooking oils, decanter centrifuges enable:
- Fruit Juice Clarification: Removing pulp and particulates for clear juices
- Vegetable Oil Extraction: Separating oils from seeds and fruits
- Brewery Operations: Clarifying wort and recovering beer from tank bottoms
A large olive oil producer can process 5-10 tons of olives per hour using three-phase decanter centrifuges, simultaneously separating the oil, vegetable water, and solid pomace without chemical additives.
Chemical Processing
Chemical manufacturers rely on decanter centrifuges for:
- Product Recovery: Capturing valuable solids or liquids from process streams
- Catalyst Separation: Recovering expensive catalysts for reuse
- Crystallization: Separating crystallized products from mother liquor
Pharmaceutical and Biotechnology
In the most demanding separation environments, decanter centrifuges provide:
- Biomass Recovery: Harvesting cells or microorganisms from fermentation broths
- Protein Precipitation: Separating precipitated proteins from solutions
- API Recovery: Isolating active pharmaceutical ingredients
Mining and Minerals Processing
Decanter centrifuges handle challenging mineral separations including:
- Coal Processing: Dewatering fine coal particles
- Mineral Slurry Dewatering: Reducing moisture content in various mineral concentrates
- Tailings Management: Processing mining waste for water recovery and volume reduction
Advantages of Decanter Centrifuges Over Alternative Technologies
Why have decanter centrifuges become the separation method of choice across so many industries? The advantages are compelling:
Higher Processing Capacity
Modern decanter centrifuges process impressive volumes in compact footprints:
- Small units handle 1-5 m³/hour
- Medium-sized units process 5-50 m³/hour
- Large industrial units can exceed 100 m³/hour
This throughput dwarfs what’s possible with traditional settling or filtration systems of comparable size.
Superior Separation Efficiency
With G-forces exceeding 3,000 times gravity, decanter centrifuges capture particles as small as 2-5 microns – performance impossible with conventional separation methods. This efficiency translates to:
- Clearer liquid phases
- Drier solid phases
- Higher recovery rates of valuable materials
Continuous Operation Capability
Unlike batch processing technologies, decanter centrifuges operate continuously with minimal interruptions:
- 24/7 operation potential
- Reduced labor requirements
- Consistent product quality
- Lower overall operating costs per unit processed
Smaller Footprint
A decanter centrifuge processing 20 m³/hour might occupy just 10-15 square meters of floor space – a fraction of what settling tanks or filter presses would require for equivalent capacity. This space efficiency proves particularly valuable in:
- Offshore platforms
- Urban treatment facilities
- Retrofit installations with limited space
Automation and Process Control
Modern decanter centrifuges feature sophisticated control systems that deliver:
- Automated operation adjustments based on feed variations
- Remote monitoring and operation
- Precise control over separation parameters
- Data collection for process optimization
Decanter Centrifuges: Applications, Benefits, and Selection Criteria
Environmental Benefits
The environmental advantages of decanter centrifuges include:
- Reduced chemical consumption compared to some separation alternatives
- Lower energy usage per unit processed versus thermal drying
- Reduced waste volumes requiring disposal
- Water recovery and recycling opportunities
Key Selection Criteria for Decanter Centrifuges
Choosing the right decanter centrifuge requires careful consideration of multiple factors:
Processing Capacity Requirements
Start by determining your required throughput:
- Average flow rates
- Peak handling capacity
- Future expansion needs
Remember that undersized centrifuges create bottlenecks, while oversized units waste capital and operate inefficiently.
Feed Characteristics Analysis
Understanding your feed stream properties is crucial:
- Solids Content: Typical range (percentage)
- Particle Size Distribution: Affects separation efficiency
- Abrasiveness: Determines wear component materials
- Chemical Compatibility: Influences construction materials
- Temperature Sensitivity: May require special designs or cooling
Separation Goals
Define your separation objectives clearly:
- Required clarity of liquid phase (turbidity, TSS)
- Target dryness of solid phase (% solids)
- Recovery rates for valuable components
- Purity requirements for end products
Material of Construction Considerations
Material selection impacts both performance and equipment longevity:
- Stainless Steel Grades: 304, 316, duplex, or super duplex for corrosive environments
- Special Alloys: Hastelloy, titanium for extreme chemical resistance
- Wear Protection: Tungsten carbide, ceramic coatings for abrasive applications
Drive System Options
Modern decanters offer various drive configurations:
- Direct Drive: Simple, efficient for fixed-speed applications
- Belt Drive: Economical with some speed adjustment capability
- Variable Frequency Drives (VFDs): Full speed control for process optimization
- Hydraulic Drives: Precise differential control in demanding applications
Automation and Control Features
Consider the level of automation required:
- Basic manual control systems
- Semi-automated with key parameter monitoring
- Fully automated with feed characteristic compensation
- Integration with plant-wide control systems
Energy Efficiency Considerations
Energy consumption represents a significant operational cost:
- High-efficiency motors and drives can reduce power requirements by 10-30%
- Energy recovery systems capture kinetic energy during deceleration
- Optimized bowl designs minimize power consumption
Maintenance Requirements and Accessibility
Evaluate the maintenance implications:
- Scheduled maintenance intervals
- Ease of wear part replacement
- Tool requirements for service activities
- Local availability of spare parts
Operating Best Practices for Decanter Centrifuges
Maximizing performance and longevity requires proper operation:
Startup and Shutdown Procedures
Follow manufacturer-recommended protocols:
- Pre-startup inspection checklist
- Sequential startup procedure
- Proper feed introduction timing
- Controlled shutdown sequence
- Clean-in-place (CIP) procedures when applicable
Optimizing Key Operating Parameters
Fine-tune these critical variables:
- Bowl Speed: Affects separation efficiency and capacity
- Differential Speed: Controls solids dryness and conveyance
- Feed Rate: Balances throughput against separation quality
- Pool Depth: Adjusts clarification efficiency and dryness
- Feed Point Location: Optimizes entry conditions for best separation
Monitoring and Quality Control
Implement regular monitoring of:
- Feed and discharge characteristics
- Power consumption patterns
- Vibration and temperature readings
- Bearing condition indicators
- Product quality metrics
Common Operational Issues and Solutions
Be prepared to address these typical challenges:
- Excessive Vibration: Often indicates imbalance or bearing issues
- Poor Separation Quality: May result from incorrect settings or feed variations
- Reduced Capacity: Could signal wear or plugging problems
- Unusual Noise: Potential warning of mechanical problems
- Inconsistent Discharge: Might indicate scroll wear or drive issues
Maintenance and Troubleshooting
Proper maintenance dramatically extends equipment life and maintains performance:
Preventive Maintenance Schedule
Develop a comprehensive maintenance program:
- Daily visual inspections and performance checks
- Weekly lubrication and minor adjustments
- Monthly component inspections
- Quarterly bearing assessments
- Annual or semi-annual overhauls
Critical Wear Components
Monitor these components that typically require regular replacement:
- Feed zone components exposed to abrasion
- Conveyor edges and flights
- Bowl discharge ports
- Bearings and seals
- Drive belts or couplings
Troubleshooting Common Problems
Prepare for these frequent challenges:
| Problem | Possible Causes | Solutions |
|---|---|---|
| Poor solids capture | Excessive throughput, incorrect pool depth | Reduce feed rate, adjust weir plates |
| Wet solids discharge | Low differential speed, worn conveyor | Increase differential, inspect conveyor for wear |
| High vibration | Imbalance, bearing wear, improper mounting | Balance check, bearing inspection, foundation evaluation |
| Reduced capacity | Feed zone plugging, improper settings | Clean feed zone, optimize operating parameters |
| Excessive power draw | Solids buildup, mechanical friction | Clean interior, check drive system and bearings |
When to Call for Professional Service
Know when to seek expert assistance:
- Persistent vibration issues
- Unexplained power consumption increases
- Bearing temperature anomalies
- Significant performance degradation
- Unusual noises or operational changes
Cost Considerations and ROI Analysis
Understanding the financial aspects helps justify investments in decanter centrifuge technology:
Capital Investment Factors
Consider these initial cost elements:
- Base equipment cost ($50,000 to $500,000+ depending on size and materials)
- Auxiliary systems (feed pumps, polymer systems, controls)
- Installation and commissioning expenses
- Training and startup support
Operating Cost Components
Factor in these ongoing expenses:
- Energy consumption (typically 10-100 kW depending on size)
- Maintenance parts and labor
- Polymer or other processing aids
- Labor for operation and monitoring
- Waste disposal costs
Return on Investment Calculation
Calculate ROI based on these potential savings:
- Reduced disposal costs from dewatered solids
- Recovery of valuable materials from waste streams
- Lower labor requirements versus alternative technologies
- Reduced footprint and associated space costs
- Improved process efficiency and throughput
Cost Optimization Strategies
Implement these approaches to maximize financial performance:
- Right-sizing equipment to actual needs
- Energy-efficient drive systems
- Preventive maintenance to extend component life
- Process optimization to reduce chemical consumption
- Automation to minimize labor requirements
Emerging Trends and Innovations in Decanter Centrifuge Technology
The future of decanter centrifuge technology looks promising with these developments:
Advanced Materials and Coatings
New wear-resistant materials extend component life:
- Nano-ceramic coatings with superior abrasion resistance
- Carbon-fiber reinforced components for lighter weight and higher strength
- New alloys that combine corrosion resistance with exceptional hardness
Smart Monitoring and Predictive Maintenance
Industry 4.0 technologies enhance reliability:
- Vibration spectrum analysis for early failure detection
- Thermal imaging integration for bearing monitoring
- Power consumption pattern analysis for performance optimization
- Digital twins for simulation and predictive maintenance
Energy Efficiency Improvements
New designs reduce power requirements:
- Optimized bowl geometry for lower power consumption
- Energy recovery systems that capture braking energy
- High-efficiency motors and drive systems
- Innovative bearing systems with reduced friction
Enhanced Automation and Control Systems
Smarter controls improve performance:
- Machine learning algorithms that adjust parameters automatically
- Real-time feed characteristic analysis
- Remote monitoring and operation capabilities
- Integration with plant-wide optimization systems
Common Myths and Misconceptions About Decanter Centrifuges
Let’s address some persistent misunderstandings:
“Decanter Centrifuges Are Too Expensive”
While the initial investment is significant, total cost of ownership analysis often shows decanters to be more economical when considering:
- Higher throughput per square foot
- Lower labor requirements
- Reduced disposal costs
- Longer service life (often 15-20+ years)
- Better recovery of valuable materials
“They’re Too Complex to Maintain”
Modern decanter centrifuges feature:
- Modular designs for easier maintenance
- Extended service intervals
- Better access to wear components
- Comprehensive documentation and support
- Predictive maintenance capabilities
“Performance Is Too Sensitive to Feed Variations”
Today’s decanter centrifuges offer:
- Wider operating windows than earlier generations
- Automated adjustment to feed variations
- Better instrumentation for process monitoring
- More flexible drive and control systems
“They Use Too Much Energy”
Energy efficiency has improved dramatically:
- Modern designs use 30-50% less energy than older models
- Variable frequency drives optimize power consumption
- Energy recovery systems reduce net usage
- Higher efficiency means less processing time per unit
Frequently Asked Questions About Decanter Centrifuges
How long do decanter centrifuges typically last?
With proper maintenance, industrial decanter centrifuges commonly remain in service for 15-25 years. Many facilities report even longer lifespans with appropriate rebuilds and upgrades. The most critical factor affecting longevity is consistent preventive maintenance and timely replacement of wear components.
What’s the difference between a decanter centrifuge and a disk stack centrifuge?
While both use centrifugal force for separation, their designs and applications differ significantly:
- Decanter centrifuges use a solid bowl with a screw conveyor and excel with higher solids content (typically >1%) and larger particles.
- Disk stack centrifuges contain stacked conical disks and work better with lower solids content (<1%) and finer particles, achieving higher clarification efficiency.
Can decanter centrifuges handle abrasive materials?
Yes, with proper design and material selection. Modern decanter centrifuges can process highly abrasive slurries when equipped with:
- Tungsten carbide or ceramic protection on wear surfaces
- Hardfacing on conveyor flights
- Special alloys for critical components
- Optimized differential speeds to minimize wear
How much operator attention do decanter centrifuges require?
Modern units require minimal supervision:
- Fully automated systems may need only 1-2 hours of attention per shift
- Basic visual inspections and data logging are typically sufficient for daily operation
- Most systems feature extensive alarms and automatic shutdown protections
- Remote monitoring further reduces required operator presence
What determines the optimal bowl speed for a decanter centrifuge?
Optimal bowl speed depends on several factors:
- The density difference between the phases being separated
- Particle size distribution in the feed
- Required degree of separation (clarity/dryness)
- Equipment design limitations
- Process throughput requirements
Conclusion
Decanter centrifuges represent one of the most versatile and efficient solid-liquid separation technologies available to modern industry. Their ability to continuously process large volumes while delivering exceptional separation quality makes them indispensable across countless applications – from environmental protection to resource recovery and product manufacturing.
The key to success with decanter centrifuge technology lies in proper selection, operation, and maintenance. By understanding the principles outlined in this guide and working with knowledgeable suppliers, you can harness the full potential of these remarkable machines to improve your processes, reduce costs, and enhance sustainability.
Whether you’re just beginning to explore decanter centrifuge technology or looking to optimize your existing systems, the investment in knowledge and quality equipment will pay dividends for years to come. The separation challenges of tomorrow will only grow more complex, and decanter centrifuges will continue evolving to meet them.
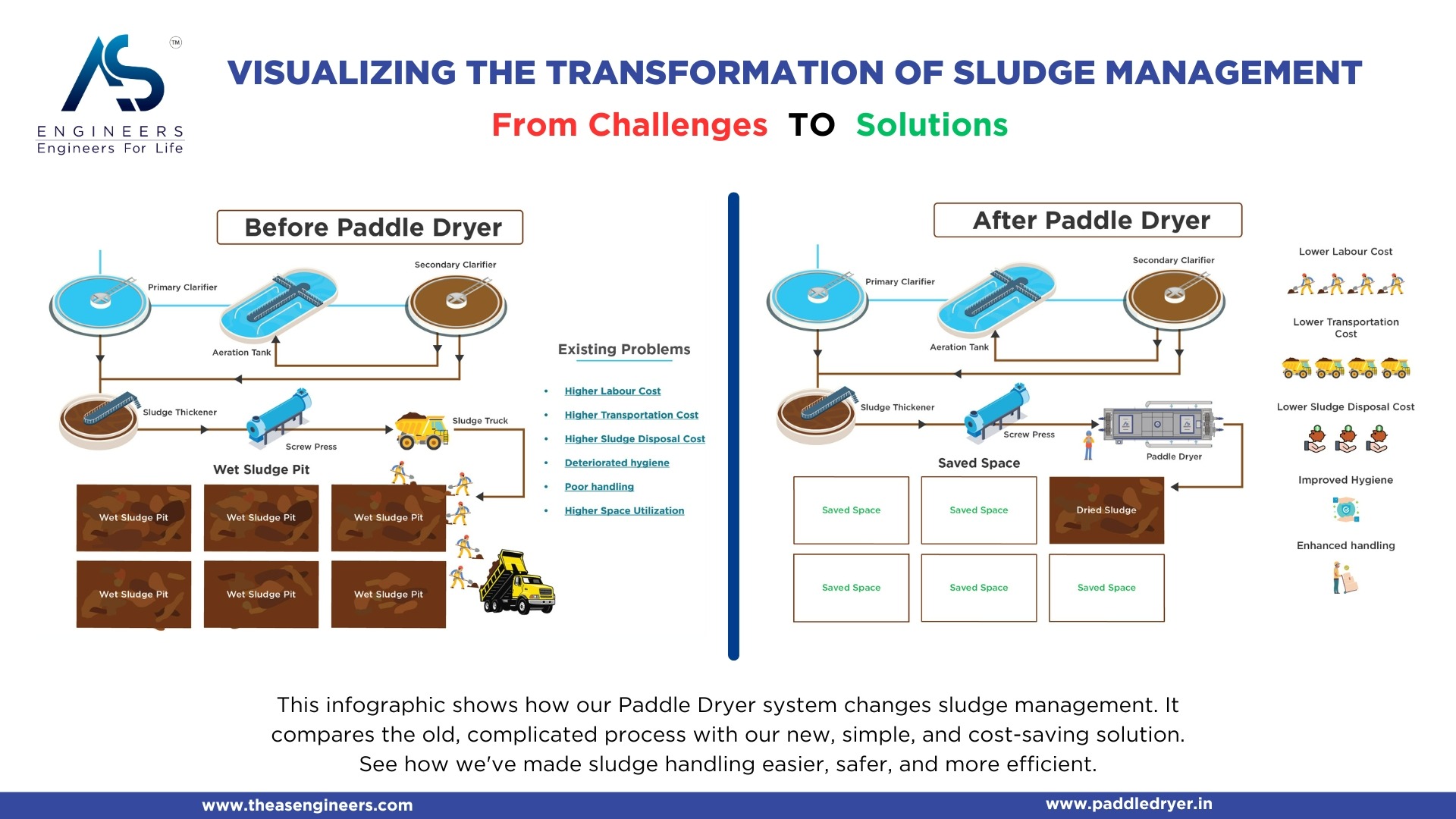
Paddle Dryer by AS Engineers
Looking for the ultimate solution in sludge drying technology? The AS Engineers Paddle Dryer stands as the industry’s premier choice, combining unparalleled efficiency with exceptional reliability for your most challenging drying applications. Our innovative thermal processing system utilizes precisely engineered hollow paddles that simultaneously mix and heat your sludge, achieving up to 90% moisture reduction while consuming 30% less energy than conventional dryers. With fully automated operation, customizable processing parameters, and a robust design engineered for continuous operation, AS Engineers Paddle Dryers deliver consistent, high-quality output with minimal maintenance requirements. Whether you’re managing municipal wastewater, industrial residuals, or biomass materials, our paddle dryer technology transforms your sludge handling challenges into sustainable, cost-effective solutions that dramatically reduce disposal volumes and create opportunities for beneficial reuse.